

ড্রাইভ সাইড ইন্টারমিডিয়েট রোলার বিয়ারিং ব্লকের হট রোলিং মিল মেশিন
হট রোলিং মিলের ড্রাইভ সাইডে ইন্টারমিডিয়েট রোলার বিয়ারিং সিটের মূল কাজ
সাপোর্ট এবং পজিশনিং: মাঝের রোলারটি সঠিকভাবে ঠিক করুন, ঘূর্ণায়মান বল সহ্য করুন এবং ফ্রেমে প্রেরণ করুন।
পাওয়ার ট্রান্সমিশন: মোটর টর্ক রোলিং মিলে প্রেরণ করতে ড্রাইভিং সাইডে ইউনিভার্সাল শ্যাফ্ট বা গিয়ারবক্স সংযুক্ত করুন।
তৈলাক্তকরণ এবং সিলিং: শীতল জল এবং অক্সাইড স্কেল বিয়ারিংগুলিতে প্রবেশ করতে বাধা দেওয়ার জন্য সমন্বিত তেল বায়ু তৈলাক্তকরণ ব্যবস্থা।
- GW Precision
- লুওয়াং, চীন
- চুক্তিভিত্তিক শর্তাবলী
- বার্ষিক ধারণক্ষমতা ১০০০ পিস
- তথ্য
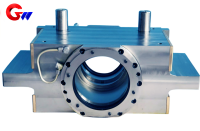
ড্রাইভ সাইড ইন্টারমিডিয়েট রোলার বিয়ারিং ব্লকের হট রোলিং মিল মেশিন
হট রোলিং মিলের ড্রাইভ সাইডে থাকা ইন্টারমিডিয়েট রোলার বিয়ারিং সিটটি রোলিং মিলের মূল উপাদানগুলির মধ্যে একটি, যা মূলত ইন্টারমিডিয়েট রোলারকে সমর্থন এবং অবস্থান নির্ধারণ করতে, রোলিং প্রক্রিয়া চলাকালীন উচ্চ লোড, প্রভাব এবং তাপ পরিবাহিতা সহ্য করতে ব্যবহৃত হয়।
হট রোলিং মিলের জন্য ড্রাইভ সাইড ইন্টারমিডিয়েট রোলার বিয়ারিং সিটের প্রয়োগের পরিস্থিতি
কাজের পরিবেশ
উচ্চ তাপমাত্রা (ঘূর্ণায়মান অঞ্চল 800-1200 ℃ পৌঁছাতে পারে), উচ্চ আর্দ্রতা (ঠান্ডা জল/লুব্রিকেন্ট), উচ্চ ধুলো
ঘূর্ণায়মান বল (হাজার হাজার টন পর্যন্ত), পর্যায়ক্রমে লোড এবং কম্পন সহ্য করতে সক্ষম
দীর্ঘমেয়াদী একটানা অপারেশন প্রয়োজন, একটি সংক্ষিপ্ত রক্ষণাবেক্ষণ চক্র সহ (সাধারণত রোল প্রতিস্থাপনের সাথে সিঙ্ক্রোনাইজ করা হয়)
কার্যকরী প্রয়োজনীয়তা
রোল ডিফ্লেকশন রোধ করতে বেয়ারিং ক্লিয়ারেন্স সঠিকভাবে বজায় রাখুন
কার্যকরভাবে ভারবহন তাপ পরিচালনা করুন (অতিরিক্ত গরমের ব্যর্থতা এড়ান)
পরিধান এবং মাইক্রো মোশন পরিধান প্রতিরোধ (বেয়ারিং এবং সিট হোল মিলন পৃষ্ঠ)
হাইড্রোলিক বেন্ডিং রোলার সিস্টেমের সাথে সামঞ্জস্যপূর্ণ (কিছু মডেলের অতিরিক্ত অক্ষীয় বল প্রয়োজন)
হট রোলিং মিলের ড্রাইভ সাইডে থাকা ইন্টারমিডিয়েট রোলার বিয়ারিং সিটের কর্মক্ষমতা বৈশিষ্ট্য
মধ্যবর্তী রোলার বিয়ারিং সিটের উপাদানের গঠন:
ঢালাই ইস্পাত (ZG35CrMo বা ZG42CrMo): শক্তি এবং ঢালাই প্রক্রিয়াকরণের ভারসাম্য বজায় রাখা।
নকল ইস্পাত (34CrNiMo6): অতি-উচ্চ লোড মডেলের জন্য ব্যবহৃত হয়, উন্নত ক্লান্তি প্রতিরোধ ক্ষমতা সহ।
অভ্যন্তরীণ কুলিং চ্যানেল: বেয়ারিং তাপমাত্রা বৃদ্ধি কমাতে সঞ্চালিত জল বা বায়ু শীতলকরণ।
দীর্ঘমেয়াদী অভিজ্ঞতা সঞ্চয়ের মাধ্যমে কোম্পানিটি মধ্যবর্তী রোলার বিয়ারিং সিট উৎপাদনের জন্য পরিপক্ক যান্ত্রিক প্রক্রিয়াকরণ প্রযুক্তির একটি সেট তৈরি করেছে:

১, উল্লম্ব যন্ত্র কেন্দ্র:ভিউ শেপ অনুসারে, পজিটিভ বেল্ট খুঁজে পেতে মিলিং গভীরতা ৫ মিমি (প্রতিটি পাশে ১.৫-২ মিমি জায়গা আছে); পরিদর্শনের জন্য পরিষ্কার করুন এবং গর্তের ধারালো প্রান্তটি সরিয়ে ফেলুন। (পরিদর্শনের জন্য প্রথম অংশ)
2, অনুভূমিক বোরিং মেশিন : দেখা গেছে যে সাধারণ বেল্টের প্রতিটি পৃষ্ঠের জন্য 1.5 -2 মিমি মার্জিন সংরক্ষিত আছে, এবং ভিউতে খাঁজের মার্জিন 1.5-2 মিমি; গর্তের গর্তের মার্জিন 3-4 মিমি; প্রতিটি গর্তের দৈর্ঘ্য 2-3 মিমি; এবং পরিষ্কার প্রান্তটি পরিদর্শনের জন্য বুরের ধারালো প্রান্ত অপসারণের জন্য ব্যবহার করা হয়। (পরিদর্শনের জন্য প্রথম অংশ)

রোলিং মিল বিয়ারিং সিট বেন্ডিং রোল ব্লক এবং অন্যান্য পণ্যের উৎপাদন প্রক্রিয়ায়, অপ্টিমাইজড প্রসেসিং প্রোগ্রামটি কম্পিউটার দ্বারা সংকলিত করা হয় এবং প্রক্রিয়া পরিকল্পনাটি যুক্তিসঙ্গতভাবে সাজানো হয়, যা ড্রাইভ সাইড ইন্টারমিডিয়েট রোলার বিয়ারিং ব্লক পণ্যের গুণমানকে আন্তর্জাতিক প্রথম-শ্রেণীর মান অর্জন নিশ্চিত করে।