




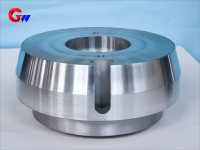
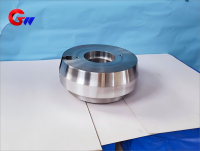
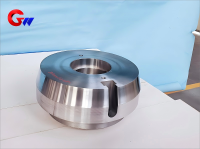
কাস্টিং স্টিল রোলার শঙ্কু মাথা
জিডব্লিউ প্রিসিশন কাস্টিং স্টিল রোলার কোন হেড, যদি রোলিং মিলের গুরুত্বপূর্ণ উপাদানগুলির মধ্যে একটি।
- GW Precision
- লুওয়াং, চীন
- চুক্তিভিত্তিক শর্তাবলী
- ১০০০ টুকরো
- তথ্য
কাস্টিং স্টিল রোলার শঙ্কু মাথা
ঢালাই ইস্পাত রোলার শঙ্কু মাথাটি মূলত ধাতব রোলিং মিল, খনির যন্ত্রপাতি, ভারী সরঞ্জাম এবং অন্যান্য ক্ষেত্রে ব্যবহৃত হয় যেখানে উচ্চ রেডিয়াল এবং অক্ষীয় লোডের প্রয়োজন হয়। এর নকশা বৈশিষ্ট্য হল টেপারড রোলার বিয়ারিং (যেমন টিমকেন সিরিজ) ব্যবহার করা যা একই সাথে রেডিয়াল এবং অক্ষীয় বল সহ্য করে, যা উচ্চ প্রভাব, উচ্চ গতি বা ভারী লোড অবস্থার জন্য উপযুক্ত।
ইস্পাত রোলার শঙ্কু মাথা ঢালাইয়ের প্রয়োগের পরিস্থিতি
1. প্রধান প্রয়োগের ক্ষেত্র
গরম/ঠান্ডা রোলিং মিল: ঘূর্ণায়মান বল এবং অক্ষীয় গতিবিধি সহ্য করার জন্য কার্যকরী রোল, মধ্যবর্তী রোল, অথবা সাপোর্ট রোলকে সমর্থন করে।
খনির যন্ত্রপাতি: ক্রাশার এবং বল মিলের মতো ভারী যন্ত্রপাতির ট্রান্সমিশন সিস্টেমের জন্য ব্যবহৃত হয়।
বায়ু শক্তি সরঞ্জাম: বড় বায়ু টারবাইন প্রধান খাদ ভারবহন আসন।
জাহাজ/ভারী যন্ত্রপাতি: উচ্চ লোড ঘূর্ণায়মান উপাদান যেমন প্রোপেলার শ্যাফ্ট এবং গিয়ারবক্স।
2. কাজের বৈশিষ্ট্য
উচ্চ লোড: রেডিয়াল বল (ঘূর্ণায়মান বল) এবং অক্ষীয় বল (ঘূর্ণায়মান রোল চলাচল) সহ্য করে।
উচ্চ তাপমাত্রা/উচ্চ দূষণ পরিবেশ: গরম ঘূর্ণায়মান পরিস্থিতিতে তাপ প্রতিরোধ এবং জারণ প্রতিরোধ প্রয়োজন; খনির পরিবেশ ধুলো-প্রতিরোধী এবং জলরোধী হওয়া প্রয়োজন।
উচ্চ নির্ভুলতার প্রয়োজনীয়তা: বিয়ারিং সিটের ভেতরের গর্ত এবং বিয়ারিংয়ের বাইরের রিংয়ের মধ্যে ফিটিং নির্ভুলতা (সাধারণত H7 বা H8 স্তর)।
ঢালাই ইস্পাত রোলারের শঙ্কুযুক্ত ভারবহন আসনের জন্য তাপ চিকিত্সা প্রক্রিয়া
ঢালাই ইস্পাত রোলারের শঙ্কুযুক্ত ভারবহন আসনটি সাধারণত কম-খাদ ঢালাই ইস্পাত (যেমন ZG35CrMo, ZG42CrMo) দিয়ে তৈরি হয় এবং তাপ চিকিত্সা প্রক্রিয়াটি নিম্নরূপ:
১. প্রাক-চিকিৎসা (অ্যানিলিং বা স্বাভাবিককরণ)
উদ্দেশ্য: ঢালাইয়ের চাপ দূর করা, শস্যের আকার পরিমার্জন করা এবং যন্ত্রগতি উন্নত করা।
প্রক্রিয়া: ৮৫০-৯০০ তাপমাত্রায় তাপ দিন℃এবং এয়ার কুলিং (স্বাভাবিককরণ) বা ফার্নেস কুলিং (অ্যানিলিং) এর আগে উষ্ণ রাখুন।
২. নিভানোর এবং টেম্পারিং চিকিৎসা (নিভানোর+টেম্পারিং)
নিভানোর: ৮৫০-৯০০ তাপমাত্রায় তাপ℃(উপাদানের উপর নির্ভর করে), তেল নিভানোর যন্ত্র অথবা জল নিভানোর যন্ত্র (বিকৃতি রোধ করার জন্য)।
টেম্পারিং: ৫০০-৬৫০ তাপমাত্রায় টেম্পারিং℃একটি মার্টেনসিটিক কাঠামো অর্জন করতে, শক্তি এবং দৃঢ়তার ভারসাম্য বজায় রাখতে (কঠোরতা এইচবি 250-320)।
৩. স্থানীয় পৃষ্ঠ শক্তিশালীকরণ (ঐচ্ছিক)
আবেশন শক্তকরণ: পরিধান প্রতিরোধ ক্ষমতা উন্নত করার জন্য বিয়ারিং ইনস্টলেশন পৃষ্ঠের উচ্চ ফ্রিকোয়েন্সি নিভানোর (কঠোরতা এইচআরসি 50-55)।
কার্বারাইজিং/নাইট্রাইডিং: ক্লান্তি প্রতিরোধ ক্ষমতা বাড়ানোর জন্য উচ্চ খাদ ইস্পাতের জন্য উপযুক্ত।
৪. স্ট্রেস রিলিফ অ্যানিলিং (নির্ভুল যন্ত্রের পরে)
২০০-৩০০ তাপমাত্রায় নিম্ন তাপমাত্রায় অ্যানিলিং℃যন্ত্রের চাপ দূর করে এবং বিকৃতি রোধ করে।
ফাংশন ভূমিকা:
১. টর্ক ট্রান্সমিশন: মোটরের ঘূর্ণন টর্ক আরও বেশি ট্রান্সমিট করার জন্য শঙ্কু মাথা ব্যবহার করা হয়
দক্ষতার সাথে, একটি মসৃণ ঘূর্ণায়মান প্রক্রিয়া নিশ্চিত করে।
2. সংযোগের স্থিতিশীলতা উন্নত করুন: শঙ্কু মাথার নকশা সংযোগের স্থিতিশীলতা উন্নত করতে সাহায্য করে
রোলার হেড এবং কাপলিং শ্যাফ্ট, উচ্চ গতিতে ঢিলেঢালা বা ক্ষয় হ্রাস করে।
৩. বিভিন্ন ঘূর্ণায়মান চাহিদার সাথে অভিযোজন: কোন মাথার নকশা বিভিন্ন ধরণের ঘূর্ণায়মান চাহিদার সাথে খাপ খাইয়ে নিতে সাহায্য করে
ঘূর্ণায়মান প্রক্রিয়া, যেমন গরম ঘূর্ণায়মান এবং ঠান্ডা ঘূর্ণায়মান, সেইসাথে বিভিন্ন উপকরণের ঘূর্ণায়মান চাহিদা।
সংশ্লিষ্ট পণ্য




