




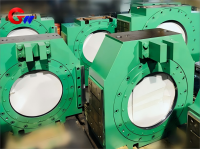

ড্রাইভ সাইড ওয়ার্ক রোল মিল বিয়ারিং সিটের কোল্ড রোলিং মিল মেশিন
বস্তু বিজ্ঞান:
ড্রাইভ সাইড ওয়ার্কের কোল্ড রোলিং মিল মেশিন রোল মিল বিয়ারিং সিট (ফোরজিং): 40Cr,
এগুলি ড্রাইভ সাইড ওয়ার্ক রোল মিল বিয়ারিং সিট পণ্যের উচ্চমানের কোল্ড রোলিং মিল মেশিনের গ্যারান্টি।
বিয়ারিং ইনস্টলেশন গর্তটি মূল অংশ এবং এর জন্য উচ্চ মাত্রিক নির্ভুলতা প্রয়োজন। ইনস্টলেশন গর্তের ব্যাসটি বিয়ারিংয়ের বাইরের ব্যাসের সাথে সঠিকভাবে মিলিত হওয়া উচিত যাতে শক্ত ইনস্টলেশন নিশ্চিত করা যায় এবং অপারেশনের সময় কোনও শিথিলতা বা বিচ্যুতি না হয়। এর পৃষ্ঠের রুক্ষতারও কঠোর প্রয়োজনীয়তা রয়েছে এবং একটি মসৃণ পৃষ্ঠ ইনস্টলেশন ঘর্ষণ কমাতে পারে এবং তাপ অপচয়কে সহজতর করতে পারে।
- Guangwei Manufacturing Precision
- লুওয়াং, চীন
- চুক্তিভিত্তিক শর্তাবলী
- তথ্য
ড্রাইভ সাইড ওয়ার্ক রোলার রোলিং মিল ব্লক শ্যাফ্টের কোল্ড রোলিং মিল মেশিন
কোল্ড রোলিং মিলের জন্য ড্রাইভ সাইড ওয়ার্ক রোল মিল বিয়ারিং সিটের প্রয়োগের পরিস্থিতি
(উচ্চ-নির্ভুল প্লেট এবং স্ট্রিপ কোল্ড রোলিং মিলের জন্য উপযুক্ত)
১. মূল ফাংশন
গতিশীল লোড সাপোর্ট: ঘূর্ণায়মান বল (800-2500kN) এবং নমনকারী রোল বল (± 500kN) সহ্য করে, ± 0.005 মিমি রোল ফাঁক নির্ভুলতা নিশ্চিত করে
টর্ক ট্রান্সমিশন: মোটরের ড্রাইভিং টর্ক প্রেরণ করুন (শীর্ষ মান রেট করা মানের 150% পর্যন্ত পৌঁছাতে পারে), 10-40m/s গতিতে ঘূর্ণায়মান গতির জন্য উপযুক্ত
কম্পন নিয়ন্ত্রণ: উচ্চ-গতির ঘূর্ণায়মান সময় উচ্চ-ফ্রিকোয়েন্সি কম্পন দমন করুন (কম্পন ত্বরণ ≤ 4.5m/s ², আইএসও 10816-3)
২. চরম কাজের পরিবেশ
যান্ত্রিক চাপ:
চক্রীয় যোগাযোগের চাপ 900-1300MPa (হার্টজ যোগাযোগ তত্ত্ব)
রোল পরিবর্তন প্রভাব লোড (তাৎক্ষণিক ত্বরণ 10-15 গ্রাম)
পরিবেশগত চ্যালেঞ্জ:
ঘূর্ণায়মান তেল অনুপ্রবেশ (সালফারযুক্ত চরম চাপ সংযোজন)
অ্যালুমিনিয়াম/স্টেইনলেস স্টিলের ধ্বংসাবশেষ ঘষিয়া তুলিয়া ফেলিতে সক্ষম পরিধান (কঠোরতা এইচভি৪০০-1200)
ড্রাইভ সাইড ওয়ার্ক রোল মিল বিয়ারিং সিটের উপাদান নির্বাচন এবং শক্তিশালীকরণ
1. বেস উপাদান
উপাদানের গ্রেড, মূল সুবিধা, প্রযোজ্য পরিস্থিতি
ZG35CrMnSi উচ্চ ক্লান্তি শক্তি (σ -1 ≥ 380MPa) সাধারণ কার্বন ইস্পাত ঠান্ডা-ঘূর্ণিত
ZG25CrNiMo প্রভাব প্রতিরোধ ক্ষমতা (আকভ ≥) 60J@-20 উচ্চ শক্তির ইস্পাত ঘূর্ণায়মান (℃)
ZG06Cr13Ni4Mo জারা-প্রতিরোধী (C ≤ 0.06%) স্টেইনলেস স্টিল/অ্যালুমিনিয়াম রোলিং
২. গুরুত্বপূর্ণ ক্ষেত্রগুলিকে শক্তিশালীকরণ
বিয়ারিং ইনস্টলেশন গর্ত:
আয়ন নাইট্রাইডিং (স্তরের গভীরতা ০.৩-০.৫ মিমি, কঠোরতা এইচভি৯০০-1100)
নির্ভুলতা (গোলাকারতা ≤ 0.005 মিমি, রা ≤ 0.1 μ মি)
সিলিং পৃষ্ঠ:
নি ভিত্তিক অ্যালয়ের লেজার ক্ল্যাডিং (ইনকোনেল 625, মাইক্রো মোশন ওয়্যার প্রতিরোধী)
3. তাপ চিকিত্সা ব্যবস্থা
নিভানোর এবং টেম্পারিং চিকিৎসা:
নিবারণ: 880 ℃ × 2h (পলিমার নিবারণ দ্রবণ)
টেম্পারিং: ৫৫০ ℃ × ৪ ঘন্টা (টেম্পারিংয়ের দুই রাউন্ড)
মাত্রিক স্থিতিশীলতা:
ক্রায়োজেনিক চিকিৎসা (-৮০ ℃ × ১২ ঘন্টা)
সময় চিকিৎসা (180 ℃ × 24 ঘন্টা)
৪. সারফেস ইঞ্জিনিয়ারিং
যৌগিক আবরণ:
স্যান্ডব্লাস্টিং (Sa3 সম্পর্কে.0 গ্রেড)
আর্ক স্প্রে করা Cr3C2 NiCr সম্পর্কে (বেধ 150-200 μm)
লেজার রিমেল্টিং (ছিদ্র <0.3%)
একটির প্রাথমিক কাজড্রাইভ সাইড ওয়ার্ক রোল মিল বিয়ারিং সিটের কোল্ড রোলিং মিল মেশিনএর উদ্দেশ্য হল অপারেশন চলাকালীন বিয়ারিংয়ের সুনির্দিষ্ট সারিবদ্ধতা নিশ্চিত করা এবং প্রয়োগকৃত রেডিয়াল এবং অক্ষীয় লোড সহ্য করা। অতিরিক্তভাবে, এটি বিয়ারিং এবং শ্যাফ্টের মধ্যে ক্লিয়ারেন্স হ্রাস করে এবং ঘর্ষণজনিত ক্ষতি কমিয়ে দেয়।
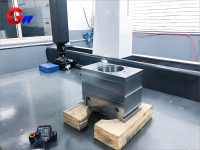
মান প্রক্রিয়া নিয়ন্ত্রণ
দ্যবেয়ারিং সিটের কোল্ড রোলিং মিল মেশিনআমরা যে সকল পণ্য উৎপাদন করি, সেগুলোর প্রতিটি ধাপে পরিদর্শকরা পরিদর্শন করেন, সেগুলো হলো রুক্ষ প্রক্রিয়াকরণ, ত্রুটি সনাক্তকরণ, তাপ চিকিত্সা থেকে শুরু করে উৎপাদন প্রক্রিয়া। পরিদর্শন সম্পন্ন করার পরই আমরা পরবর্তী প্রক্রিয়াকরণ ধাপে এগিয়ে যেতে পারি।



